研
究
報
告
大
分
県
産
業
科
学
技
術
セ ン タ ー
―デザイン―
.杉素材を
り口
した九州公設試のデギイン連携
関する調査 ···
佐藤幸志郎
岡誠司
兵頭敬一郎
豊田修身
―加工―
2.マエネシウヘ合金のエンドプャ加工
関する研究
第3報
···
3
―切削抵抗を一定化でき
弧型工具パス主体の工具パスパタ
ン開発―
大塚裕俊
3.機上計測を用いた超精密金型部品の高効率
削加工技術の研究 ···
5
―
サブテ
マ
マシニン
センタの機上計測機能の開発―
大塚裕俊
水江宏
秋国元
嶽正好
丸山祐治
.ワイヤ放電加工
よるマイクロタCDドモャの製作
石英イメスへの穴加工 ···
水江宏
大西修
鬼鞍宏猷
鳥越竜馬
城門由人
―金属材料―
5.難燃性マエネシウヘ合金の凝固過程
おける金属組織変化 ···
―難燃性マ
ネシウム合金の溶解
鋳造技術の高度化
関す
研究―
園田正樹
高橋芳朗
宮原広郁
―化学・環境―
6.シモコン基板洗浄の解析 ···
6
―高効率太陽電
製造法の開発―
江田善昭
安部ゆか
二宮信治
.油の微生物分解処理技術の一般化
関する研究
その2
···
2
斉藤雅樹
嶋俊朗
関正明
長沼毅
長谷川剛史
.耐腐食・付着性を有する硫黄固化体の温泉用途への適用
関する調査研究 ···
2
斉藤雅樹
谷口秀樹
―食品―
.ヂシ海外輸出実証試験
第3報
···
3
徳田正樹
廣瀬正純
川口和晃
.コネウの輸送技術の改善 ···
3
2.風味が良好
品質劣化の少
いカボス果汁製造技術の開発 ···
2
-搾汁用果実の最適予措条件及び果汁品質保持技術の解明-
廣瀬正純
堀 元司
3.食品加工残さ飼料の開発 ···
6
堀元司
樋田宣英
徳田正樹
―木竹材料―
.竹材の生物劣化を抑制する加圧蒸気処理技術の開発
第3報
···
52
曳博也
大内成司
山本幸
玉造公男
阿部優
二宮信治
小谷公人
嶋俊朗
大村和香子
5.絞り加工法
よる圧密竹釘の開発 ···
5
大内成司
曳博也
山本幸
6.圧密技術を利用した環境配慮型竹製接合具の開発
···
62
―押し抜き成型
絞
加工
よ
圧密竹コネクタ
製造技術の開発
第Ⅱ報
―
大内成司
曳博也
阿部優
井上正文
田中圭
後藤泰男
梶原光男
.多機能性を付与したスウ内装材の開発
第5報
···
65
内装材のデギイン開発
展開事例研究
つい
兵頭敬一郎
豊田修身
大野善隆
.多機能性を付与したスウ内装材の開発
第6報
···
6
調湿性を損
わ
い草木染め塗装
大野善隆
豊田修身
兵頭敬一郎
.県産スウ材
よる簡易ハウスの開発
···
2
山本幸
豊田修身
玉造公男
城井秀幸
河津渉
坂本修一
豆田俊治
井上正文
田中圭
朴志泳
山本浩貴
井上伸史
坂井信公
2
.粉砕竹材の農業分野への応用
···
杉 素 材 を切
口
した九 州 公 設 試 の
ザイン連 携
関 す
調 査
佐藤幸志郎
岡誠司
兵頭敬一郎
豊田修身
産 業 ザイン担 当 日 田 産 業 工 芸 試 験 所
C
I
I
Ky
y
S
y
C
M
K
SA
S
Y
SHI
KA
K
HY
Y
A
I . H I A
要
旨
九 州 公 設 試 間 の ザイ ン担 当 者 間 で情 報 共 有 を行 い, 地 域 木 材 資 源 関 す 新 た ザイン研 究 支 援 の役 割 方 法 論 を確 立 す ための連 携 手 法 し ,九 州 各 県 共 同 開 催 よ 展 示 会 企 画 技 術 情 報 商 品 情 報 活 用 い 協 議 した.
1.
はじめに
九 州 各 県 の 共 通 課 題 し 認 識 さ い 杉 や ヒノ キ 等 の 地 域 木 材 資 源 の 有 効 活 用 を テ マ し , 各 県 企 業 や 公 設 試 の地 域 木 材 資 源 開 発 のこ での取 組 みを再 評 価 し, こ か の商 品 開 発 け ザインや 新 技 術 の導 入 ,ブラ ン 構 築 等 , 他 県 の 情 報 を 横 断 的 活 用 す た め , 産 業 技 術 連 携 推 進 会 議 , 九 州 沖 縄 地 域 部 会 の 調 査 研 究 会 し 九 州 各 県 福 岡 , 佐 賀 , 熊 本 , 宮 崎 , 大 分 の ザ イ ン 担 当 者 よ 九 州 杉 ザイ ン連 携 研 究 会 」 を 成 年 度 設 立 し、こ で 続 し 情 報 交 換 協 議 等 を行 い .設 立 主 旨 以 下 の .
1 九州の卓越 た地域資源 ある杉材の積極的活用を図る. 2 九州公設試の杉の研究成果,タザイン技術,加工技術,関連企業,
大学等の連携を図る.
3 大都市,海外の販路開拓を意識 た九州杉ノメンド くりを目指 .
こ で ,設 立 準 備 会 年 暻 日 宮 崎 県 日 南 市 ,第 1回 研 究 会 年 暻 日 福 岡 県 大 川 市 を開 催 した.
本 年 度 続 し , 研 究 会 を 開 催 し 協 議 を 行 う 中 で, 杉 素 材 を切 口 し た ザイ ン連 携 の可 能 性 い 検 討 を 行 た.
2.
調査 手法
本 年 度 当 県 第 2 回 研 究 会 を 開 催 し , 各 県 参 加 者 報 告 よ 商 品 情 報 技 術 情 報 を ベ ス し , 今 後 の 取 組 み内 容 い 協 議 した.
第 2 回九州杉タザイン連携研究会 ・期日:平成 20 11 月 20 日・21 日
・場所:大分県日田市 大分県産業科学技術センター日田産業工芸試験所
・参加県:福岡,佐賀,熊本,宮崎,大分
・議事等:
(1)各県からの商品情報・技術情報報告 (2)共 開催による展示会企画
(3)開発連携のための杉活用技術の情報共有に い
3.
調査 内容
3.1 各 県 からの技 術 情 報 ・商 品 情 報 報 告
各 県 か 公 設 試 県 内 企 業 の 杉 関 す 技 術 開 発 事 例 や 商 品 開 発 事 例 い 以 下 の 報 告 があ た.
福岡県 技術開発等事例×9 件,商品開発等事例×18 件 佐賀県 商品開発等事例×5 件
熊本県 商品開発等事例×13 件 宮崎県 商品開発等事例×21 件
大分県 技術開発等事例×47 件,商品開発等事例×38 件
3.2 共 同 開 催 による展 示 会 企 画
設 立 趣 旨 あ 大 都 市 , 海 外 の 販 路 開 拓 を 意 識 し た 九 州 杉 ブ ラ ン く の た め の 取 組 み し 各 県 杉 製 品 等 の 共 同 展 示 が 検 討 さ , 展 示 企 画 内 容 や 開 催 地 施 設 等 い 検 討 を 行 た . 展 示 企 画 の 大 き 方 向 性 し , 商 品 見 本 市 等 へ のブ ス 出 展 で バイ ヤ 等 限 た 対 象 への新 商 品 提 案 け , 本 事 業 の目 的 す 総 合 的 九 州 の 杉 ブ ラ ン く 不 十 分 で あ こ 等 か , 様 々 切 口 で 九 州 の 杉 関 連 す 情 報 を 発 信 で き , 展 示 施 設 を 利 用 し た 独 自 企 画 展 が 良 い の 方 向 性 が 示 さ , 今 後 具 体 的 開 催 地 施 設 等 い 調 整 を進 め こ た.
3.3 開 発 連 携 のための杉 活 用 技 術 の情 報 共 有
第 1 段 階 の 情 報 整 理 い , 杉 関 連 す 商 品 情 報 や 技 術 情 報 を め た め の 作 業 プ ロ セ ス , コ ン テ ン の 分 類 案 ,最 終 取 めイメ 案 の提 案 を以 下 の 大 分 県 よ
行 た. <提 案 内 容 >
コ ンテン の分 類 い , こ で 各 県 か の 報 告 よ 収 集 さ た コ ン テ ン を 精 査 し , 技 術 開 発 タ 商 品 開 発 タそ い 以 下 の分 類 項 目 案 を設 定 す .
• 技術開発データ分類案→材料特性,材料開発,生産
技術,表面処理,その他
• 商品開発データ分類案→家具装備品,生活用品,建
材・内装材,屋外用品・建築,部品・その他 大 分 県 の コ ン テ ン 分 類 案 基 い た 研 究 情 報 ス ト , 同 様 の資 料 を各 県 毎 整 備 し
情 報 を収 集 しコンテン 素 材 す .
研 究 情 報 スト技 術 開 発 タ
研 究 情 報 スト商 品 開 発 タ
最 終 取 めイメ い ,下 記 仕 様 案 基 い 資 料 集 し 取 め .
九 州 の ス ウ 技 術 ・ 商 品 の 資 料 集 様 案
名称:九州の杉活用ハンドノック 仮 作成:九州杉タザイン連携研究会
産業技術連携推進会議・九州沖縄地方部会 体裁:・A4 縦型・カメー・横書き・ 綴じ
・コンゾンゼ 件に き ペーグ Fiブ.1
・印刷発注は ,PDF ファイル くはカメープモンタ印刷 配 概要:・九州内のスウに関連 る技術や商品を収集整理 資料集を作成 ,
今後のスウ製品開発や県を超えた連携に利用 る.
・内容は開発技術を集めた 技術開発編 と,商品サンプルを集めた 商品開発編 の2部構成と る.
・ れ れのコンゾンゼに記載 る項目案は以下のと り.
技術開発編コンゾンゼ項目 ・所属県名
・分類 材料特性,材料開発,生産技術,表面処理, の ・技術名称
・開発 ・発表
・文献・関連技術
・技術概要 機能等特徴・研究方法・製造方法・用途 適用商品 ・ 知財化・ の
・開発企業 企業・機関名・所 地・連絡先・開発担当者 ※技術開発の分類に含まれるコンゾンゼ要素は以下のと り.
材料特性 樹種特性,産地特性,成分,構造,物理的性質,化学的性質 材料開発 集成・合板,圧縮,曲げ,改質
生産技術 製材・木取り, 削・研磨,接着,接合金具,機械加工 表面処理 塗装,染色,調色,焼き・燻煙,防腐剤
の 乾燥,保存,シックハウス,視覚・臭覚・触覚等感覚評価, 偽木や印刷等のフゟイク
商品開発編コンゾンゼ項目 ・所属県名
・分類 家具装備品,生活用品,建材・内装材,屋外用品・建築,部品 ・ の
・商品名称 ・開発 ・販売 ・寸法 ・重量
・商品説明 特徴・機能・用途 使用技術 ・価格・販売状況・知財化 ・ の
・開発企業 企業・機関名・所 地・連絡先・開発担当者
上 記 の 提 案 内 容 い , 多 く の 作 業 量 を 要 す 内 容 で あ こ か , ス ケ ュ の 調 整 等 , 更 検 討 が 必 要 で あ
の 指 摘 が あ , 資 料 集 作 成 を 実 施 す か う か を 含 め 再 度 検 討 す こ た.
4.
まとめ
. , . のよう 杉 関 す 技 術 商 品 情 報 の収 集 整 理 , 杉 を 使 た 製 品 い の マ ケ ッ ト 分 析 , そ 基 い た 研 究 会 独 自 視 点 の 製 品 選 定 基 準 く の 取 組 み が 先 行 し 実 施 さ 必 要 が あ , . の 各 県 共 同 開 催 よ 展 示 企 画 い その成 果 のアウ トプット す き 提 案 し
い .
200µ
. イアウトイメ :技 術 開 発 編 ,右 :商 品 開 発 編
マ
ネシ ウム 合 金 の エン
加 工
関 す
研 究
第
報
― 切 削 抵 抗 を 一 定 化 で き
弧 型 工 具 パ ス 主 体 の 工 具 パ ス パ タ
ン 開 発 ―
大 塚 裕 俊
機 械 金 属 担 当
S
y
M
A
y
C
C
H
H
S
K A
M M
要
旨
マ ネ シ ウ ム 合 金 の エ ン 切 削 加 工 い , 切 削 抵 抗 を 一 定 化 す こ で 工 具 損 傷 や 工 具 摩 耗 の 進 行 を 防 切 削 温 度 の 上 昇 を 抑 止 で き よ う 工 具 パ ス の 開 発 を 行 た . 弧 型 工 具 パ ス を 主 体 し 切 削 関 与 角 が 一 定 値 以 下
よ う 工 具 パ ス パ タ ン 加 工 条 件 を 作 成 で き ア ム を 構 築 し た . そ の 工 具 パ ス を 任 意 輪 郭 形 状 の ケ ッ ト 加 工 い 適 用 し た 結 果 , 一 般 的 材 料 の 場 合 で 工 具 命 が 従 来 型 の 工 具 パ ス 比 較 し 伸 び こ が わ か た .
1 .
は じ め に
近 年 軽 量 化 や 強 度 向 上 を 目 的 し , マ ネ シ ウ ム 合 金 の 利 用 が 増 え あ . マ ネ シ ウ ム 実 用 金 属 で 最 軽 く , 強 度 剛 性 振 動 吸 収 性 優 た 材 料 で あ
. し か し そ の 物 理 的 性 質 か , 比 較 的 低 い 温 度 で 発 火 が こ た め , 切 削 温 度 上 昇 よ 発 火 燃 焼 の 危 険 性 を 抱 え , そ が 加 工 上 の 大 き 問 題 い . そ の た め エ ン 切 削 加 工 い , 工 具 損 傷 や 工 具 摩 耗 の 進 行 を 防 切 削 温 度 の 上 昇 を 抑 止 で き よ う 適 切 加 工 技 術 が 求 め い .
そ こ で 本 研 究 で 2 次 元 の 任 意 加 工 形 状 を 対 象 し , 切 削 抵 抗 の 変 動 が 小 さ く よ う 輪 郭 内 側 部 を 弧 型 工 具 パ ス よ す 置 き 換 え た パ ス パ タ ン を 生 成 で き ア ム を 構 築 す . こ を エ ン 加 工 適 用 し そ の 有 効 性 を 検 証 す .
2 .
円 弧 型 工 具 パ ス の 生 成 ア
ゴ リ
ム
こ で 凹 部 加 工 の た め の 工 具 パ ス の 生 成 方 法 , 形 状 輪 郭 対 し 内 側 へ 工 具 半 径 け オ フ セ ッ ト す こ で 工 具 パ ス を 得 方 法 が 主 で あ た . こ よ 内 側 コ ナ 部 や 狭 小 部 で の 切 削 抵 抗 の 増 加 が 避 け 工 具 損 傷 の 発 生 等 で 問 題 . そ こ で 本 研 究 で 弧 型 工 具 パ ス よ パ ス パ タ ン の 設 計 を 行 い こ の 問 題 の 解 決 を か . こ の 手 法 よ 常 切 削 関 与 角 が 一 定 値 以 下 よ う 滑 か 形 状 で 工 具 パ ス が 隣 接 配 置 さ た め , 急 峻 切 削 抵 抗 の 増 加 等 の 問 題 を 除 く こ
が で き .
. A
S T A R T
最 大 切 削 関 与 角 α 、 半 径 R の 工 具 中 心 N C デ ー タ と 開 始 点 =
工 具 中 心 パ ス 起 点 i 法 線 ベ ク ト ivの 決 定
円 弧 軌 跡 k の 工 具 経 路 化 G 0 2,0 3変 換 処 理 ivと 工 具 中 心 パ ス 始 点 i よ り 円 弧 軌 跡n = 1計 算
・i = i + 1
・ 次 の 起 点 へ の 直 線 移 動
干 渉 関 係 の 照 合 に よ る 円 弧 k の 決 定 と 切 削 関 与 角 チ ェ ッ ク
E N D Y
円 弧 軌 跡nと 工 具 中 心 N C デ ー タ 各 点 と の 干 渉 関 係 の 照 合
I F i= i ホ a s t?
円 弧 軌 跡n + 1以 降 の 繰 り 返 計 算 チ ェ ッ ク
3 .
加 工 デ ー タ の 試 作 と 検 証
. 弧 型 工 具 パ ス を 主 体 す 工 具 パ ス パ タ ン 生 成 の た め の ア ム 概 要 を 示 す . 製 品 形 状 の 端 部 よ 弧 工 具 パ ス で 穴 部 を 順 次 広 い く よ う し , 凹 部 形 状 全 体 を 加 工 す こ が で き .
た し オ フ セ ッ ト 型 工 具 パ ス 比 較 し , 本 手 法 よ 径 方 向 切 込 み 量 が 一 定 で く 非 切 削 状 態 の 工 具 パ ス が 長 い た め , 全 工 具 パ ス が 長 く 加 工 時 間 増 大 す
. よ 有 効 性 の 評 価 あ た 工 具 命 加 工 時 間 等 の 生 産 性 い 検 討 し く い .
そ こ で 今 回 , 任 意 形 状 の 凹 部 の 粗 加 工 い N C タ を 試 作 し , 従 来 の オ フ セ ッ ト 型 工 具 パ ス の 比 較 評 価 を 行 た . マ ネ シ ウ ム 合 金 へ 適 用 す た め の 予 備 試 験 し イ ス 綱 を 被 削 材 し 用 い , 小 径 のAス ク エ ア エ ン よ び ボ エ ン よ 工 具 命 実 験 を 行 た . 対 応 す モ 形 状 輪 郭 試 作 工 具 パ ス パ タ ン を . 示 す . モ Aよ 穴 深 さ が 大 き い ブ 形 状 で あ . た 実 験 条 件 を 実 験 結 果 を 示 す . 実 験 で ケ ッ ト 凹 部 を 工 具 命 達 す で 一 定 の 軸 方 向 切 込 み 量 を 与 え 多 層 連 続 加 工 し た .
こ の 実 験 結 果 示 さ よ う , 弧 型 工 具 パ ス パ タ ン よ エ ン 切 削 で 工 具 命 が あ 程 度 延 び こ が わ か た . し か し が い の 実 験 で , 工 具 命 が 加 工 体 積 し . ~ 倍 程 度 の 延 び , 顕 著 差 か た . た 弧 型 工 具 パ ス で 切 削 工 具 長 の 増 大 の た め 加 工 時 間 が 増 大 す の で 無 駄 パ ス の 省 略 短 縮 化 が 必 要 で あ こ が 確 認 で き た . さ
実 用 的 ソ フ ト ウ ア す た め C A 輪 郭 タ 入 力 イ ン タ フ ス 整 備 が 必 要 考 え . 実 際 の マ ネ シ ウ ム 合 金 の 部 品 加 工 へ 適 用 し た 例 い 工 具 パ ス 加 工 状 況 を . ~ 示 す .
. A
Case Tools and workpiece Cutting conditions
(A)
Tool:Coated Carbide end mill
φ0.3mm 2 blades
Workpiece:HPM-31(HRC60)
Spindle speed 30000rpm Radial depth of cut 30μm Axial depth of cut 20μm Feed speed 300mm/min
(B)
Tool:Coated Carbide ball end mill φ0.2mm 2 blades Workpiece:HPM-31(HRC60)
Spindle speed 30000rpm Radial depth of cut 20μm Axial depth of cut 3μm Feed speed 300mm/min
Case Trochoid tool path Offset tool path
Data / layer
Path length 203mm Cutting time 67sec NC data volume 34KB
Path length 123mm Cutting time 24sec NC data volume 80KB
(A)
Cutting results
Cutting length 9865mm (tool breakage) Cutting layers 49 (=1.8 cavities)
Cutting time 29min.14sec.
Cutting length 2988mm (tool breakage) Cutting layers 24 (=0.9 cavities) Cutting time 11min.10sec.
Data / layer
Cutting length 56mm Cutting time 13sec NC data volume 13KB
Cutting length 21mm Cutting time 6sec NC data volume 7KB
(B)
Cutting results
Cutting length 39200mm (tool breakage) Cutting layers 700 (=1.4 cavities) Cutting time 218 min.
Cutting length 11550mm (tool breakage) Cutting layers 550 (=1.1 cavities) Cutting time 87min.
. M y
. M y
4 .
お わ り に
弧 型 工 具 パ ス を 主 体 す エ ン 加 工 用 の 工 具 パ ス 生 成 法 の た め の ソ フ ト を 試 作 し た . こ を 2 次 元 輪 郭 形 状 適 用 し 所 望 の 工 具 パ ス を 得 こ が で き た .
こ を 2 次 元 形 状 凹 部 の エ ン 切 削 適 用 し オ フ セ ッ ト 型 工 具 パ ス 比 較 し た 結 果 , 工 具 命 が 向 上 し た . よ マ ネ シ ウ ム 合 金 の 切 削 加 工 へ の 適 用 有 効 期 待 で き が , ソ フ ト の イ ン タ フ ス 整 備 等 が 必 要 で あ .
←Profile(A)
Height = 3.42mm Width = 3.18mm Z-depth=0.58mm
Profile(B)→
Height = 1.15mm Width = 0.48mm Z-depth=1.5mm
Endmill diameter = 8mm Maximum engagement angle = 30°
機 上 計 測 を 用 い た 超 精 密 金 型 部 品 の 高 効 率 切 削 加 工 技 術 の 研 究
―
サ ブ テ
マ
マ シ ニ ン
セ ン タ の 機 上 計 測 機 能 の 開 発 ―
大 塚 裕 俊
水 江 宏
秋 国 元
嶽 正 好
丸 山 祐 治
機 械 金 属 担 当 ㈱ テ オ ッ ク ㈱ e - い
S
y
H
S
M
M
S y
M
S y
M C
H .
H
S
K A
H . M I
. A K I K
I
M .
A K
Y . M A
Y A M A
M M C C
要
旨
精 密 金 型 部 品 等 の 切 削 加 工 法 の 合 理 化 い , 工 程 集 約 を 実 現 す 同 時 高 精 度 化 が 期 待 で き 機 上 計 測 機 能 を 備 え た マ シ ニ ン セ ン タ C が 注 目 さ い . 本 研 究 で , 実 用 的 機 上 計 測 機 能 を 備 え た C よ , 精 密 金 型 部 品 の 効 率 的 加 工 を 実 現 す こ を 目 標 し 開 発 を 実 施 し た . 機 上 計 測 シ ス テ ム C そ の N C 制 御 装 置 , ス ト C か , ザ プ ロ ブ を 非 接 触 測 定 装 置 し C 機 上 で 精 密 測 定 を 行 う の で あ
. 本 研 究 で そ の ハ ソ フ ト の シ ス テ ム 構 築 基 本 的 計 測 機 能 の 検 証 を 実 施 し た .
1 .
は じ め に
精 密 金 型 部 品 等 の 切 削 加 工 法 の 合 理 化 い , 工 程 集 約 を 実 現 す 同 時 高 精 度 化 が 期 待 で き 機 上 計 測 機 能 を 備 え た マ シ ニ ン セ ン タ C が 注 目 さ い . し か し 複 雑 形 状 や 高 精 度 部 品 , 微 細 加 工 部 品 対 し 実 用 化 至 い い の が 現 状 で あ . 本 研 究 , μ m オ で 測 定 可 能 機 上 計 測 機 能 を 備 え , か 高 硬 度 材 料 い 同 程 度 の 高 精 度 加 工 を 可 能 す C を 開 発 す の で あ .
わ け 金 型 の 切 削 加 工 で , 工 具 摩 耗 の 影 響 等 よ 設 計 値 の 誤 差 が 生 た め , 加 工 後 の 形 状 測 定 を 機 上 で 行 う こ 有 効 で あ . た 修 正 加 工 へ の 応 用
可 能 . 本 研 究 で , C ザ プ ロ ブ ス ト C よ ハ の シ ス テ ム 化 を 行 い , μ m オ の 高 精 度 測 定 を 目 標 し 機 上 計 測 用 ソ フ ト を 開 発 し ,
測 定 基 本 形 状 の 計 測 機 能 い 検 証 を 行 う .
2 .
シ ス テ ム の 構 築
ハ ー ド
機 上 計 測 シ ス テ ム , C そ の N C 制 御 装 置 よ び ス ト C か , ザ プ ロ ブ を 用 い 機 上 測 定 を 行 う . そ の 諸 元 い 1 示 す . た 各 要 素 の 結 合 い . 1 示 す . C N C 制 御 装 置 ス ト C A N よ び 専 用 ウ ン タ ボ よ 接 続 さ , C の 動 作 情 報 や 位 置 情 報 を ス ト C 上 取 得 す こ が で き . ザ プ ロ ブ の 制 御 指 や フ ス 時 の 位 置 情 報 測 定 値 同 様 ス ト C 上 で 処 理 さ
.
H
S 工 作 機 械 マ シ ン ニ ン セ ン
タ
安 田 工 業 ㈱ 製 Y M
可 動 範 × ×
最 大 主 軸 回 転 数 主 軸 電 動 機 定 格 A C
C制 御 装 置 M
非 接 触 測 定 装 置 ザ プ ロ ブ
鷹 光 器 ㈱ 製 MP-3 分 解 能 0.01μm 軸 方 向 測 定 範 10mm
ザ ス ッ ト 径 1μm CCD メ ラ 内 蔵 型
ス ト コ ン ュ タ
本 体 Dell Precision 390 OS: Windows XP Professional CPU: Intel Core(TM)2 Duo processor E6600 (2.4GHz)
3 .
シ ス テ ム の 構 築
ソ フ ト
. 1 の 要 素 結 合 図 示 さ よ う , C の 位 置 情 報 Z 方 向 の 測 定 値 最 終 的 ス ト C 集 め , 機 上 計 測 用 統 合 ソ フ ト で 処 理 さ . . 2 ス ト C 上 の 同 ソ フ ト の 操 作 画 面 を 示 す .
四 角 形 溝 幅 の 基 本 形 状 を 対 象 し 機 上 計 測 機 能 の 構 築 を 行 う が , い い 対 象 の 正 確 エ ッ 検 出 が 必 要 で あ . す わ 正 確 性 や 処 理 速 度 の 向 上 を 念 頭 し . 3 の よ う ア ム よ エ ッ 測 定 用 の 測 定 プ ロ ラ ム を 作 成 し た . こ 粗 測 定 精 密 測 定 測 定 間 隔 が 1 μ 未 満 の オ の
2 段 階 わ け こ で 処 理 速 度 の 向 上 を か の で あ .
実 際 の 測 定 , ザ プ ロ ブ の オ ト フ ス A F が N た 時 の ン 位 置 情 報 Z 値 を ニ ア ス ケ 値 し 読 み 込 こ で 行 わ . 対 象 の エ ッ 部 で Z 値 が 急 激 変 動 す の で , Z 値 が 閾 値 を 外 時 を エ ッ 判 定 す . 場 合 よ 他 の 判 定 法 併 用
す .
. 上 ザ プ ロ ブ ニ ッ ト を C 主 軸 チ ャ ッ キ ン し た 状 態 で あ . C テ ブ 奥 ニ ッ ト の 格 納 室 が あ , 測 定 時 通 常 の A T C の 要 領 よ 主 軸 上 で 交 換 す こ が で き . . 下 実 際 エ ッ 測 定 を 実 行 し い 際 の 対 物 ン 付 近 の 近 影 で あ .
F O C U S 2 操 作 情 報
( F 状 態 信 号 )
F 制 御 命 令 F 状 態 信 号
ビ ス ダ
P
計 測 用
統 合
ソ フ ダ
8 c プカ ウ ン タ ー ボ ー ド
座 標 値 取 得 測 定 値 取 得
. y
. y y H C
↓ モ ニ ア ス ケ ー ル ↑ ヤ ー ザ プ ュ ー ノ ユ ニ ッ ダ
F U
制 御 装 置 0 i
F コ ン ダ ュ ー メ
モ ニ ア ス ケ ー ル 中 継 ユ ニ ッ ダ
Y 6 4 0 工 作 機 械
ヤ ー ザ プ ュ ー ノ
F ユ ニ ッ ダ
L A N
R S 2 3 2 C
分 岐 ユ ニ ッ ダ
周 辺 機 器 制 御 画 面
測 定 画 面
測 定 等
メ イ ン 画 面
ロ 画 面 C C メ ラ 画 像
standards (mm)
measurements (mm)
measurement points center
X 7.5
7.4960 (⊿= -0.0040)
center Y 7.0
6.9961 ⊿= -0.0039
radius 3.0 3.0009 ⊿= +0.0009
45°
4 .
計 測 機 能 の 検 証
開 発 さ た エ ッ 検 出 の プ ロ ラ ム を 形 状 穴 形 状 の 測 定 を 行 い , 計 測 機 能 の 検 証 を 行 た . 測 定 の マ ク ロ プ ロ ラ ム , 周 上 の 点 の エ ッ 測 定 を 行
の 直 径 等 を 算 出 す の で あ . 繰 返 し 測 定 繰 返 し 誤 差 = ± . μ 以 内 よ 均 値 を 2 示 す . こ よ , 中 心 位 置 μ , 半 径 の 測 定 値 1 μ 以 内 の 誤 差 い . よ 開 発 さ た ソ フ ト よ ほ ぼ 正 確 エ ッ 測 定 が 可 能 い こ が わ か
. た こ よ 他 の 基 本 形 状 の 測 定 可 能 . 測 定 精 度 へ の 表 面 品 質 の 影 響 の 改 善 , 測 定 時 間 の 短 縮 , 操 作 ソ フ ト ウ ア の 機 能 向 上 が 今 後 の 課 題 で あ .
5 .
お わ り に
実 用 的 機 上 計 測 機 能 を 備 え た C よ 精 密 金 型 部 品 の 効 率 的 加 工 技 術 い 研 究 開 発 を 実 施 し , 次 の 結 果 を 得 た .
( 1 ) ザ プ ロ ブ を 用 い た 精 密 測 定 機 能 を 機 上 計 測 シ ス テ ム い , そ の ハ ソ フ ト の シ ス テ ム 構 築 を 行 た .
測 定 ア ム 構 築 よ ザ プ ロ ブ よ 対 象 の エ ッ 検 出 機 能 の 向 上 を か た . た 測 定 機 能 の 検 証 を 測 定 い 行 い , 目 標 す μ オ で の 測 定 が 可 能 で あ こ が わ か た .
参 考 文 献
(1) 垣 野 義 昭 , 井 原 之 敏 , 岩 崎 嘉 徳 , 松 原 厚 , 大 坪 : 除 去 加 工 用 修 正 加 工 シ ス テ ム 関 す 研 究 第 報, 精 密 工 学 会 誌 , , .
追
記
本 研 究 , 成 2 年 度 戦 略 的 基 盤 技 術 高 度 化 支 援 事 業 よ 実 施 し し た .
S T A R T
最 初 の 測 定 点0 X , ト へ 移 動 ,A Fユ ニ ッ ト 作 動O N
ー ザ プ ロ ー の A F 信 号 を チ ェ ッ ク , 測 定 パ ス を 分 割
精 密 測 定 で ッ 点 を 探 索 決 定 A F 信 号 O N ら Z 閾 値 を チ ェ ッ ク
・i = i + 1
・ 次 ッ へ の 移 動 指 令
(精)Z 閾 値 < 規 定 値a n d ー ク 信 号O F F ら 次 測 定 点nへ
E N D Y
(粗)Z 閾 値 < 規 定 値a n d ー ク 信 号O F F ら 次 測 定 点nへ
I F i= i ホ a s t?
粗 測 定 で ッ 領 域 を 探 索 そ の 始 点 へ 移 動
. A
. L M C
ワイヤ放電加工
よ
マイクロ
C
の製作
石英
ラスへの穴加工
水江宏
大西修
鬼鞍宏猷
鳥越竜馬
城門由人
機 械 金 属 担 当 九 州 大 学 大 分 県 産 業 創 造 機 構
M
y
y
y
M
H
MI
H
ISHI
H
IK
A
y
I
Y
KI
M & M . Ky y
I y C
要
旨
ラ スや セラ ッ クス の脆 性 材 料 対 す 切 削 加 工 を行 う ため , ワイヤ ッ ト放 電 加 工 機 を使 用 し 焼 結 イ ヤモン C を直 径 . のフラット 形 状 成 形 し,さ 石 英 ラス 対 し 穴 あけ加 工 実 験 を行 た. C 対 す 放 電 条 件 し の加 工 性 能 を確 認 した.
1.
緒言
IC製 造 装 置 検 査 装 置 用 部 品 で ,耐 熱 性 や絶 縁 性 の 必 要 性 か , セ ラ ッ ク ス や ラ ス の 脆 性 材 料 対 す マイ ク ロ 加 工 の 要 求 が近 年 高 い . 特 加 工 能 率 や 設 備 の 関 係 か , 難 加 工 材 料 へ の 切 削 加 工 の 適 用 が 注 目 を 集 め い . た , ラ ス 対 す 機 械 加 工 で , 単 結 晶 イ ヤ モ ン よ 研 究 成 果 が 報 告 さ い . 特 微 小 切 込 み 条 件 領 域 い , 表 面 ク ラ ック を 生 こ く 金 属 の加 工 同 様 延 性 的 加 工 が可 能 条 件 領 域 を広 た め の 研 究 行 わ , 加 工 の 高 精 度 化 が 期 待 さ い が , 工 具 の 命 や 加 工 能 率 多 く の 課 題 を 抱 え い
.
本 研 究 で , ワ イ ヤ ッ ト 放 電 加 工 機 を 使 用 し 焼 結 イ ヤ モ ン C を 刃 先 材 料 し た フ ラ ッ ト を 形 成 し , こ の 工 具 を 用 い , 石 英 ラ ス を 被 削 材 し た マ イ ク ロ 穴 加 工 を 行 い,適 用 可 能 性 い 検 討 した.
2.
実験 装置 および実 験 方法
2.1 ワイヤカット放 電 加 工 によるフ ットドリ 成 形 焼 結 イ ヤ モ ン を ロ ウ 付 け し た 旋 削 用 ス ロ ア ウ イ チ ッ
プ 友 電 工 製 , A , 均 粒 径
. µ を 素 材 し , 角 度 割 出 し 機 能 付 き 放 電 用 軸 加 工 装 置 ワイヤ ット放 電 加 工 機 菱 電 機 製 S , S 回 路 付 属 を用 い フラット 形 状 成 形 した.
放 電 条 件 を 示 す. イヤモン 不 導 体 であ が , 焼 結 イ ヤ モ ン , 焼 結 用 焼 結 助 剤 を 添 加 す こ よ , た , 焼 結 助 剤 を 添 加 し い 場 合 で , 焼 結 時 基 材 超 硬 合 金 か の染 み込 み よ あ 程 度 導 電 性 が あ , 油 脂 性 の 加 工 液 よ ボ ン 付 着 作 用 を 利 用 し く
,水 中 でのワイヤ ット放 電 加 工 が可 能 であ .
よび い ,大 電 流 ,長 時 間 放 電 よ 高 能 率 荒 加 工 した後 , 以 降 の仕 上 加 工 で , 小 電 流 短 時 間 の パ ス 放 電 条 件 で 表 面 粗 さ を 重 視 し た 条 件 を 設 定 し , 電 流 値 を徐 々 減 少 さ が 繰 返 し 仕 上 加 工 を行 い,目 標 形 状 へ 寸 法 を追 い込 .
C M
~
A] . ~ .
] ~
µ] . . .
目 標 し た 形 状 , 直 径 . , 溝 長 . ,チ 角 ゚,先 端 角 ゚,先 端 部 の心 厚 . であ .製 作 した 概 観 を . 示 す.
2.2 フ ットドリ による穴 加 工
加 工 機 主 軸 製 作 した C フラット を取 付 け,石 英 ラ ス を 被 削 材 し 加 工 実 験 を 行 た . 加 工 条 件 を
示 す.超 音 波 振 動 ワ ク加 振 した.
. C y M
200µ 200µ 50µ
1.80 3.25 3.28 0.52 0.38 0.33 0 1 2 3 4 5
3.5 2.4 1.8
Discharge current [A]
S u rf a ce rou g h n es s [µ m ] Ry [µm] Ra [µm] C C , . , . × S
H , . µ .
3.
実験 結果 および考 察
3.1 ワ イ ヤ カ ッ ト 放 電 に お け る 電 気 条 件 と P C D 表 面 状 態
電 気 条 件 の違 い よ C の表 面 粗 さを . 示 す。
. C
一 般 的 ,鋼 材 対 す 同 様 の放 電 加 工 で , y ~ µ 程 度 であ の 対 し , C で . ~ . µ 程 度
た.こ , C の導 電 性 の特 性 上 , 開 放 電 圧 を高 く 設 定 し 加 工 の 安 定 を 図 た 影 響 , 加 工 装 置 の 構 造 上 ワ イ ヤ を支 持 す 上 下 ッ の距 設 定 よ ワイ ヤ 振 動 の影 響
思 わ .
加 工 実 験 で使 用 したす の C フラット ,電 流 値 . Aの放 電 条 件 で最 終 の仕 上 加 工 を行 た.
3.2 ドリ 加 工
回 転 数 ,送 の条 件 で 穴 以 上
の穴 加 工 が可 能 であ た. 穴 加 工 後 の逃 面 すくい面 の状 態 を . 示 す.すくい面 摩 耗 幅 約 µ ,逃 面 摩 耗 幅 約 µ ,外 周 部 付 近 での逃 面 摩 耗 µ 程 度 であ た.
切 く の写 真 を . 示 す.延 性 モ での加 工 が行 わ い 思 わ 筋 の 入 た 切 く が 観 察 さ た . 一 方 , 脆 性 モ 思 わ 粒 状 の 切 く 確 認 さ , 本 条 件 で の 加 工 , 延 性 モ 脆 性 モ の 混 在 す 状 態 であ た 思 わ .
穴 入 口 部 の写 真 を . 示 す.超 音 波 振 動 を付 加 す こ よ 入 口 部 の欠 けが減 少 した.
た , 振 動 し 比 振 動 あ で 約 % 切 削 抵 抗 が低 減 さ ,一 穴 加 工 中 の切 削 抵 抗 の変 動 抑 制 さ た.
4.
結言
刃 先 部 を C した直 径 約 . のフラット をワイヤ ッ ト 放 電 加 工 機 を 用 い 製 作 し , こ の 工 具 を 用 い 石 英 ラ ス 対 し 穴 加 工 を 行 た . 本 条 件 で 延 性 モ 脆 性 モ 加 工 の両 モ が混 在 す 加 工 が行 わ い 思 わ が,穴 入 口 部 欠 け 認 め のの十 分 数 の穴 を 開 け こ が で き た . 超 音 波 振 動 を 付 加 し た 加 工 で , 加 工 穴 品 質 の向 上 切 削 抵 抗 の低 減 が確 認 さ た.
A A
. , 10µ 10µ 5µm 5µm , , . C 14.2 14.2 14.2 , . , .
2µm 1.421.42
難 燃 性 マ
ネ シ ウ ム 合 金 の 凝 固 過 程
け
金 属 組 織 変 化
― 難 燃 性 マ
ネ シ ウ ム 合 金 の 溶 解
鋳 造 技 術 の 高 度 化
関 す
研 究 ―
園 田 正 樹
高 橋 芳 朗
宮 原 広 郁
機 械 金 属 担 当 九 州 大 学 大 学 院 工 学 研 究 院
M
C
M
A
y
S
―
A
M
C
y
M
A
y -
M
S
A
Y
A K A H A S H I
H
M I Y A H A
A
M M K y y , y
要
旨
々 , 九 州 地 方 知 事 会 議 の 政 策 連 合 工 業 系 公 設 試 験 研 究 機 関 の 連 携 」 係 共 同 研 究 の 一 で あ マ ネ シ ウ ム 合 金 関 す 研 究 」 の 分 担 課 題 し , 難 燃 性 マ ネ シ ウ ム 合 金 の 溶 解 鋳 造 技 術 の 高 度 化 関 す 研 究 」 い 成 年 度 よ 取 組 で い . 本 研 究 , 成 ~ 年 度 実 施 し た 地 域 新 生 コ ン ソ シ ア ム 研 究 開 発 事 業 難 燃 性 マ ネ シ ウ ム 合 金 の 高 機 能 組 織 制 御 鉄 道 車 両 用 部 材 の 開 発 」 の 補 完 研 究 兼 , 同 事 業 で 得 た 成 果 や 課 題 を ベ ス , 地 場 企 業 技 術 移 転 が 可 能 多 品 種 少 量 生 産 適 し た 難 燃 性 マ ネ シ ウ ム 合 金 の 溶 解 鋳 造 技 術 の 確 立 」 , 製 品 設 計 の 幅 を 広 た め 重 要 各 種 難 燃 性 マ ネ シ ウ ム 合 金 鋳 造 材 及 び 熱 処 理 材 の 材 料 特 性 の 把 握 」 等 を 主 目 標 し い . 本 年 度 , 鋳 造C A C A の 略 の 信 頼 性 向 上 や 鋳 造 及 び 熱 処 理 条 件 を 適 切 定 め 上 で 重 要 難 燃 性 マ ネ シ ウ ム 合 金 の 凝 固 過 程 け 金 属 組 織 変 化 」 い 調 査 し た .
1.
はじめに
マ ネシウム合金 以下 M 合金」 す . ,実用構造 金属材料の中で最 軽く ア ニウムの約 ,鉄の約 の 重 さ , 比 強 度 , 振 動 減 衰 性 , 耐 く ぼ み 性 , 切 削 性 , 電 磁 波 遮 蔽 性 , サ イ ク 性 等 優 い こ か , 携 帯 電 話 や パ ソ コ ン 等 の 電 子 機 器 の 筐 体 材 料 し 利 用 さ , 鉄 道 車 両 , 自 動 車 , ロ ボ ッ ト等 の輸 送 機 器 や 産 業 機 器 の構 造 材 料 し 注目さ い .しかし,M 合金 耐食性,常温 塑性加工性等 劣 ,燃えやすい いう欠点が課題 い .
一方,難燃性M 合金 ,旧工業技術院九州工業技術 研 究 所 現 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 九 州 セ ン タ で開発さ た合金で,既存の M 合金 シウムを 約 %添加し 発火温度を ~ K上昇さ た合金 であ .溶解時の防燃用遮蔽 ス し 地球温暖化 スであ フッ化硫黄を使用 ,大気中で溶解を可能 す こ か ,環境 優しい M 合金 し 注目さ い . た,燃 え くい いう特徴を活かし,社団法人日本鉄道車両機械技 術 協 会 の 車 両 材 料 燃 焼 試 験 い , 不 燃 材 」 の 認 定 受け い こ か ,鉄道車両用部材への適用 検討さ い
~ .
々 このよう 特徴 を活かし ,九州大学 を中 心 した地
域新生コンソ シアム研究開発事業 難燃性 M 合金の高 機 能 組 織 制 御 鉄 道 車 両 用 部 材 の 開 発 」 の 中 で , 鋳 造
CA C A の略 を活用した難燃性
M 合金の砂型鋳物への適用」 い 研究を進め きた ~
.しかし,こ の成果を商品化や事業化 結び け,新 た 鉄 道 車 両 用 部 材 へ の展 開 , 自 動 車 , ロ ボ ッ ト 等 の 新 た 産 業 分 野 へ 展 開 を 図 た め , い く か の 解 決 す き課題が残さ い .
そこで 成 年度よ 実施し い 九州工業系公設試連 携研究 M 合金 関す 研究」の分担課題であ 難燃性 M 合金の溶解 鋳造技術の高度化 関す 研究」の中で, 地 域 新 生 コ ン ソ シ ア ム 研 究 開 発 事 業 の 補 完 研 究 兼
,地場企業 技術移転が可能 多品種少量生産 適し た難燃性 M 合金の溶解 鋳造技術の確立」,製品設計の 幅を広 ため 重要 各種難燃性 M 合金鋳造材及び 熱処理材の材料特性の把握」等の課題 取組 でい .
本年度 ,鋳 造 CA の信 頼性向上や 鋳 造及び熱処理
条件を適切 定め 上で重要 難燃性 M 合金の凝
固過程 け 金属組織変化」 い 調査した.
2.
実験方法
2.1 組織観察試料の作製
本実験で用いた難燃性 M 合金 A 合金 の組成 を 示 す . , 高 周 波 誘 導 溶 解 炉 を 用 い
A 合金 を溶解し,内径 ×高さ の銅製
金型 Kか 鋳込み,偏析の少 い 柱状イン ットを
作製した.さ ,各温度 け 衡状態の金属組織を観
察す ため,このイン ットか . のよう 中心軸を対称
1辺 ×高さ の直方体を水冷実験試料 し 採
取した.
難燃性 M 合金 A 合金 の化学組成
化学成分 A M C M
濃度 %] . . . . 残部
. 水冷実験試料の採取
得 た水冷実験試料 黒鉛 ぼ 入 ,横型電気炉 を用い ア ン ス雰 気の中, . 示すヒ トパタ
ンの K で加熱 溶解した.その後, K の冷却
速度で 示す各温度 で降温し, 時間保持した
後 , 水中 投入 急 冷し 各温度 け 衡 状 態 の 金 属 組織を観察す ための試料を作製した.
2.2 組織観察試料の分析
こ の試料 %ナイタ 溶液で腐食し,光学顕微鏡 で 観 察 し 固 相 の 晶 出 状 況 や 面 積 率 を 測 定 し た . た , 固 相 液 相 け 各 合 金 元 素 濃 度 を 電 子 プ ロ ブ マ イ ク ロ ア ナ ラ イ ザ MA , 島 津 製 作 所 製 , MA で 分 析 し,初晶αM 相 よびαM 相 A C 共晶 対す 各合 金 元 素 の 分 配係 数 を 調 査 し た. , MA 分 析 で , 電 子ビ ム径を μ で拡大さ ,標準試料 分析試料の
各元素の 均濃度をそ の特性 線の相対強度か
測定し, A 法 よ 補正した.
. 水冷実験のヒ トパタ ン
水冷前の保持温度 水冷前の保持温度 K
3.
実験結果及び考察
3.1 光学顕微鏡による AZX912 合金の組織変化観察 . ~ . 各 温 度 か 水 冷 し た 金 属 組 織 を 示 す . . 示すよう , Kか 水冷した金属組織でαM 相 の晶出が確認さ た. た, . 示すよう ,液相が 残 Kか 水冷した金属組織 い αM 相 A C 相 の共晶組織が既 ネットワ ク状 形成さ い のが 確認さ た.
K以下の各温度 け A C 相の面積 率 を 示 す . 面 積 率 ほ ぼ 一 定 で あ こ か , α M 相 A C 相 の共晶組織 ~ K の温度域で晶出が完 了す こ が分か .
. K か 水冷した金属組織
. K か 水冷した金属組織
. K か 水冷した金属組織
. K か 水冷した金属組織
. K か 水冷した金属組織
. K か 水冷した金属組織
. K か 水冷した金属組織
. K か 水冷した金属組織
. K か 水冷した金属組織
K 以下か 水冷した金属組織の A C 面積率 温度 K
A C 相の面積率 . . .
た,A 合金の金属組織中 占め 固相の面積率
を 固 相 率 し , 各 温 度 け 固 相 率 の 変 化 を 調 査 し た . . 温度の冷却 伴う固 相率の変化 温 度 固相率曲 線 を示す. K で全 液相であ た金属組織が, K 低 下した Kで固相率が . こ か ,液相線温度直 下で固相率が急増す こ が分か . た, . の結果 併
, 金 属組織 がほぼ固 相状 態 た段階 K け 固相率 . でαM 相 A C 相 の共晶が晶出す こ が分か .
. 温度 固相率曲線
, 々が使用し い 鋳造 CA クオ 株式会社 製 SCAS であ ,実際の凝固過程 近いシ ュ ション を行 うため,温度 固相率の関係を 式のよう 定め い
. I =
S L S S
I :固相率
S
の時の温度 K S
:固相線温度 K L
:液相線温度 K S
:固相率 :凝固指数
凝固指数 金属の物性値 し 扱わ ,シ ュ ショ
ン い 値が を下 わ 小さく 程,温度 固相
率 曲 線 右 上 凸 液 相 線 温 度 近 傍 で 大 部 分 の 凝 固 が 進 , 値が を超え 大きく 程,温度 固相率曲 線 下 凸 固相線温度 近 い か 大部分の凝固が
進 .したが , . の結果よ A 合金の
凝固指数 未満であ こ が分か .
. , 式 未満の 値を複数個代入し 作図し た温度 固相率曲線 実際の温度 固相率曲線を比較した のであ .
. 温度 固相率曲線の比較
凝固過程全体 固相率が か 変化す 過程 で, 実際の固相率 温度曲線 の形状が最 相似し い の , = . の時であ こ か ,こ を A 合金の凝固指数
した.
3.2 AZX912 合金の溶質濃度の変化
. ~ ,固相率の増加 伴う液相中の各合金元素 の濃度変化を示す. . よ ,初晶 αM 相 が晶出 成 長す 間 固相率 ~ . ,A C が液相中 濃縮さ
いくこ が分か . . よ ,αM 相 A C 相 の共 晶が晶出し始め 固相率 . 以上 ,A の濃度変化 ほ ぼ 一 定 , C の 濃 度 や や 減 少 し い く こ が 分 か
.
. 固相率の増加 伴う液相中の各合金元素の濃度変 化 固相率 ~ .
. 固相率の増加 伴う液相中の各合金元素の濃度変 化 固相率 . ~ .
. ~ ,固相率の増加 伴う固相中の各合金元素 の濃度変化を示す. . よ 初晶 αM 相 が晶出 成長 し い 間 固相率 ~ . ,固相中の元素濃度 大きく 変 化 固 相 率 の 増 加 が 進 行 し い こ が 分 か . . よ αM 相 A C 相 の共晶が晶出し始め 固 相率 . 以上 ,固相中の M 濃度 僅か 増加し,A
C の濃度 僅か 減少し い こ が分か .
. 固相率の増加 伴う固相中の各合金元素の濃度変 化 固相率 ~ .
. 固相率の増加 伴う固相中の各合金元素の濃度変 化 固相率 . ~ .
. ~ の結果か ,各相の晶出 け 各合金元素 の 分 配 挙 動 を 調 査 す た め , 晶 出 相 液 相 の 界 面 け
各 合 金 元 素 の 衡 分 配 係 数 を 式 か 求 め た . そ の値を示す.
=C S
C L
: 衡分配係数 C
S
:固相中の元素濃度 C
L
:液相中の元素濃度
固相率の増加 伴う晶出相 液相 の界面 け 各合 金 元 素 の 衡分 配 係 数 の 変化 を . ~ 1 整理し た. . 初晶 αM 相 が晶出 成長す 間の 衡分配 係数の変化を, . αM 相 A Ca相 の共晶が晶 出し始め か の 衡分配係数の変化を示し い .
こ の結果か ,固相率が . で ,αM 相
への 衡分配係数が よ 小さいA ,C, が液相へ排出 さ .固相率が . 以上 αM 相 A Ca相 の共 晶が晶出し始め ,液相の C 固相へ取 込 ,液相 へ排出さ A の量 減少す . 固相率が増加す 間,常 液相へ排出さ 続け い が,M 共晶が明 か
晶出し始め 直前 固相率 . か 液相への排出が停
,固相へ移動し い .
A 合金の晶出相 液相 の界面 け 衡分配係数
衡分配係数
晶出相 温度 固相率
M A C M
. . . .
. . . .
. . . .
αM
. . . .
. . . .
. . . .
. . . .
αM
A C
. . . .
. 初晶 αM 相 が晶出 成長す 間の固相率の増加 伴う各合金元素の 衡分配係数の変化
. αM 相 A C 相 の共晶が晶出し始め か の 固相率の増加 伴う各合金元素の 衡分配係数の変化
. ~ の結果か ,A 合金のA C 共晶線を M A C 液相面状態図 記入す , . のよう 共
晶線 赤線が A 合金の共晶線 の位置が い
こ が分か .M の添加が A C 共晶線 与え 影 響を調 ため, . 示すよう 液相中のA C のみ の 濃 度 変 化 を パ ラ メ タ し た 状 態 図 を 作 成 し た . A 合金のA C 共晶線がM A C 合金のA C 共晶線よ
低A 側 移動し い の ,A 合金 M 及び が 含 有 さ い た め 変 化 し た の 考 え . 今 後,他の難燃性M 合金 A 合金,AM 合金等
い のA C 共晶線をこの状態図 追記し いくこ よ ,M , の添加が及ぼす A C 共晶線への影響の調 査が望 .
. M A C 衡状態図の液相面 よび共晶線 赤
線 A 合金
. 各種 M A C 合金の共晶線
4.
まとめ
難燃性 M 合金 A 合金 を固液共存領域の各温 度か 急冷凝固さ ,各温度の 衡状態 け 金属組織 の観察 よび溶質濃度を調査し,以下の結論を得た.
A 合金のA C 共晶 ,金属組織中の固相率が 約 . を超えた段階で晶出し,温度が K へ低下す
で 完了す .
A 合 金 の 凝 固 い , 金 属 組 織 中 の 固 相 率 ,液相線温度よ 低下し K 以内の間 ,半分以 上 急増す .
鋳造 CA 用い き凝固指数 , . 程度であ . A の凝 固 い , M を除 く各 合金元 素 初 晶αM 相が成長す 間 液相へ排出さ が,A C
共晶が晶出し始め ,C M 固相へ取 込
いく.
A のA C 共晶 ,M A C 合金のそ よ 液相中の A 濃度が低い段階で晶出を開始す .
謝辞
本 研 究 を 進 め あ た , 電 子 プ ロ ブ マ イ ク ロ ア ナ ラ イ ザ よ 分析 い 御指導,多大 御助言,御協力頂 き した九州大学大学院宮原研究室の皆様 謝意を表し す.
参考文献
秋山茂,上野英俊,坂本満, 井 敏, 原晃:
あ ,
上野英俊:MA IAL S A , . . ,
. . , . .K y , K.A.M , M. .K , . . ’ M y
M C , , , .
シモコン基板洗浄の解析
~高効率太陽電
製造法の開発~
江田善昭・安部ゆ
り・二宮信治
工業化学担当
Pre-clean of Si Wafer for Solar Cells
Development of micro system
Yoshiaki EDA, Yukari ABE, and Shinji NINOMIYA
Industrial Chemistry Division要
旨
テクスチャモンエ前洗浄のメカニゲヘの解明のた ,テクスチャの表面分析 使用済 洗浄液の成分分析を試
た.テクスチャ形成のメカニゲヘを調 るた ,SEM-EDS よるテクスチャのマッピンエを検討したが,有意のパタヴ
ン 見られ た.
.
はじめに
化石燃料 代わる新エネャウヴの開発 緊急の課題
ある.太陽光発電 ,最 実現性の高い新エネャウヴの
一つ し 期待され いる.し し太陽光発電 ,効
率が い 単結晶型 1イ - 19 れ いう問題点がある.
太陽光発電の高効率化 ,世界中の研究者がしの を削
いるビッダ 研究課題 ある.
シモコン結晶系太陽電 単結晶・多結晶 の表面
平坦 入射光の約 1/年 を反射し エネャウヴ変換し
い 周囲 発散し し い,大 損失 反射損失
を生 いる.この反射損失を 減し 太陽光発電を高
効率化する技術 , 光閉 込 技術 呼 れる.シ
モコン太陽電 ,表面をエッチンエ液 処理し プ
クロの テクスチャ を形成するこ よる反射を
抑制する技術が既 開発され いる.
単結晶のシモコンウゟヴハを 例え アャカモ溶液を
使 結晶異方性エッチンエ処理する ,平坦 エッ
チンエ面 所々ピメプッド形の構造体が形成される.こ
の構造体 マイクロピメプッド 呼 れる.マイク
ロピメプッドの構造をScheme 1 示す
(1) .
マイクロピメプッドの形成 エッチンエの結晶異方性
起因する.例え Si(100)面をアャカモ溶液 エッチン
エする ,通常エッチンエ (100)面の垂直方向 進行す
る . 結 晶 面 よ エ ッ チ ン エ 速 度 が 異 る (100) >>(111) た ,平坦 エッチンエ面 (100) の所々 (111)面が 溶け残る .溶け残 た(111)面が形成する構
造体がマイクロピメプッド ある.
テクスチャ処理 手法的 ,浅い プクロンオヴジ
ヴの ウゟッダエッチンエ ある.テクスチャの最小単
位 ,マイクロピメプッド ある.つ りテクスチャ
マイクロピメプッドの集合体 ある.
55° (111)面
(100)面
マイクロマスク
Scheme 1. Structure of a micropyramid
均一 つ高密度のテクスチャ構造を作るた 洗浄
液 よる事前の基板洗浄が不可欠 ある.従来洗浄液
し ある有機溶媒 以 ,溶媒 グ が使用され いるが,
溶媒 グ 引火性・揮発性の問題 現場 避けられ い
る.基板洗浄無しのテクスチャモンエ ,不均一 テク
スチャ テクスチャ領域 平坦領域が共存 し 生 出
さ い.場合 よ エッチンエが全く進行し い.
マイクロピメプッドの形成 ,ピメプッドの頂点
核 る マイクロマスク が理論的 必須 ある
(2) .
キ ポインダ 関わら , マイクロマスク の正体
未 不明 ある.マイクロマスク の容疑者 し ,エ
ッチンエ面 再付着したパヴテ゛クャ,除去し れ
た酸化膜,ウゟヴハ中の不純物原子,エッチンエ面
付着した水素イス 気泡 が考えられる
(3) - (5) .
以上の状況を整理し ,筆者ら 基板洗浄がテクスチ
ャ モ ン エ 及 す 役 割 つ い の 2 つ の 仮 説 を 立
た.
仮説 脱脂説 (Scheme 2参照) 仮説 2 表面反応説(Scheme 3参照)
Si
Si Si
Si 油膜
洗浄
自然酸化膜
自然酸化
テクスチャ処理
テクスチャ形成
Scheme 2. Degreasing theory
仮説 脱脂説
本研究 用いたSiウゟヴハ ,スメイス工程 おける
削油を完全 除去し い ,あえ 薄膜を残し い
る.この油膜が保護膜 りシモコン表面の自然酸化を
防 し いるた ,油膜の のシモコン表面 純粋 シ
モコン単体 通常の表面 自然酸化膜 ある.単体の
シモコン表面 化学的活性が高いた ,基板洗浄 より
油膜が除去され シモコン表面が曝される 水分子や酸
素分子 反応し 自然酸化 薄い不均一 酸化膜を形
成する.シモコン酸化物 アャカモ溶液 エッチンエ液
対し 反応性が いた , マイクロマスク し 働
く.
Si
Si Si
Si
洗浄
表面反応 テクスチャ処理
溶媒A 油膜
Scheme 3. Surface reaction theory
仮説 2 表面反応説
上 述 たよう シモコン表面 活性が高いた 基板
洗浄中 溶媒A 結合する.結合したSi原子 化学的
安定 不活性 り,テクスチャ処理の際 マイク
ロマスク し 働く.
溶媒 グを使わ い洗浄工程の開発」 重要 課題であ
.本研究 ,この重要課題の一端 し ,基板洗浄 い
の基礎的 解析を当センタ が分担した.本研究で ,
下の2 の課題 い 検討し,基板洗浄の原理へのアプ
ロ チを試みた.
課題 1 テクスチャの表面分析 観察
課題 2 洗浄液の化学変化
本研究 ,大分県 LSI クラスタ 形成推進会議の研究開発
補助事業 よ 助成さ ,エス イ エス株式会社 以下研
究委託者 よ 受託研究 し 行 た.
.
課題
1
テクスチャの表面分析・観察
2.1 序論
マイクロマスク の調査 具体的 マイクロピメプ
ッド頂点の表面分析 ,テクスチャ形成のメカニゲヘ
へのアハロヴチ 大 一歩 りうる.重要
課題 ある 関わら , マイクロマスク 関する研
究報告例 ほ ん 例が い.本研究 表面分析 よ
り マイクロマスク への直接的 アハロヴチを試 た.
一方,研究依頼者 テクスチャの観察ゼヴャ 光学系
が主 ,電子顕微鏡 よる観察を行 い た. 百
聞 一見 如 の諺の おり,形態観察 ら多くの
情報を得るこ が出来る. りわけ,電子顕微鏡 光学
顕微鏡より 高分解能 ,焦点深度が深いた ,新た
情報が期待 る.
2.2 実験
2.2.1 試薬
試薬 全 和光純薬の特級以上を用いた.
溶媒A し 研究依頼者が現場使用し いる溶媒A
同 メヴカヴ・エヤヴドの溶媒Aをその 用いた.シ
モ コ ンウ ゟ ヴハ Si(100)面の 太 陽電 用の 単 結晶 ウ ゟ
ヴハを,研究委託者 エス・イヴ・エス株式会社 より
提供された.テクスチャ観察用シモコンウゟヴハ 研究
委託者 よりテクスチャ処理された試料を提供された.
使用済 洗浄液 ,共同研究者 より実際 基板洗浄
使用された試料を提供された.
2.2.2 方法
電子顕微鏡 し 日本電子の走査電子顕微鏡 SEM
JSM-7400Fを用いた.観察試料 ある未処理シモコンウ
ゟヴハ ジイヤモンドヒン 約 5mm 角 断し 溶媒
A 洗浄した.観察試料 あるテクスチャ済 シモコン
ウゟヴハ ジイヤモンドヒン 約 5mm 角 断した
のを用いた.それ れの観察試料 金属コヴテ゛ンエし
い その SEM観察 用いた.
表面分析 X線光電子分光分析装置 ESCA 走
査電子顕微鏡付属のX線分析器 SEM-EDS の2機を用
いた.X線光電子分光分析装置 し アャトック・ブ
イのQuntum2000を使用した.未処理シモコンウゟヴハ
をESCA 分析し 基板洗浄の前後を比較した.未処理
ウ ゟ ヴ ハ テ ク ス チ ャ を SEM-EDS マ ッ ピ ン エ し
マイクロマスク の探索を試 た.
2.3 結果・考察
2.3.1 SEM 観察
Fig.1 テクスチャ処理した良品 テクスチャ良品 の
SEM画像 ある.全面 大小の マイクロピメプッド
テクスチャ が所狭し 敷 詰 られ る様子が見 取
れる.真上 らの視点のた わ り くいが,ピメプッ
ドの頂点 稜線が明確 見える.この SEM 観察 よる
最大の発見 ,ピメプッドの頂点が想定以上 鋭いた ,
頂点部位 マイクマスク の存在が想定される所 が表
面分析の分解能 SEM: 約1 μm, ESCA: 約10 μm 以
あるこ ある.
マイクロピメプッド頂点の点分析 ,Si一元素以外
検出され た.SEM 脱出深さ:1 μm 分析する
マイクロマスク 膜厚が薄す るの 知れ
い.
Figure 1. SEM image of a typical texture.
Fig. 2 未処理ウゟヴハのSEM像を示す.半 体用の
鏡面ウゟヴハ 違 ,表面がプクロンオヴジヴ メ
フ ある.表面の粗さ スメイス工程 璵来する.形態
的 特 エッチンエされ くいポインダ マイクロマス
ク 見あたら た.
Figure 2. SEM image of Si wafer before texturing
表面分析
Figure 3 mapping of the texture.
Figure 4. mapping of the Si wafer before the texturing
Fig. 3・Fig. 4 テ ク ス チ ャ ・ 未 処 理 ウ ゟ ヴ ハ の
SEM-EDS よるマッピンエを示す.両者 有意のパ
タヴン 見られ た.
ESCグ 分析
Table .基板洗浄前後の表面分析結果 n ガ 年 C atm% O atm% Si atm%
洗浄前 1平 ±平 ィ6 ±1 ィ平 ±平
洗浄後 7 ±平 ィ8 ±平 ィィ ±1
Table 基板洗浄前後の ESCA よる表面分析結果
を示す.この結果を る.
結果 基板洗浄 よりCが半減した.
結果 2 洗浄前後 おい Si:O比が変わら 1:1
ある.
結果 基板洗浄 より油膜が除去され るこ
を示唆し いる.結果 2 Oが油膜 く酸化膜
璵来 あるこ を示唆し いる.
2.4
結論
表面分析 よる マイクロマスク の探索を試 た.
し し結果的 マイクロマスク の姿を らえる
至ら た.想像する , マイクロマスク SEM 脱
出深さ:サノプクロン 分析する 薄す ,ESCグ 脱
出深さ:3 nm 分析する マスク面積が 小さす
るた ,今回用いた手法 適 たの 知
れ い.微小の分析スポッダ 浅い脱出深さを持つオヴ
グゟ電子分光分析 あれ 可能 知れ い.
3.
課題
2
洗浄液の化学変化
3.1 序論
式のよう 溶媒A アャカモ触媒の存在 2個の
分子が結合し 二量体 以 ,A2 を生成するこ が知
られ いる.
2A → A2
本課題 ,仮説 上の反応が進行し A2 がパヴセ
ンダオヴジヴ以上 り,溶媒Aの活量が する
つい 検討した.使用済 洗浄液・未処理洗浄液 含
れ る A2 の 濃 度 を イ ス ク ロ マ ダ エ メ フ 質 量 分 析 (GC-MS) より評価・比較した.
モデャ実験 し ,飽和塩化水素イス雰囲気中 未処
理洗浄液を曝し ,暴露時間 A2 濃度の関係を検討し
た.このモデャ実験 ,研究依頼者の社内 おける の
背景 動機付けされた.
背景 基板洗浄の社内の作業環境の空気が酸性 フ
ッ酸・硝酸系 ある.
背景 2 洗浄液を開封後,時間依存性がある.
3.2 実験
3.2.1 試薬
試薬 全 和光純薬の特級以上を用いた.
溶媒A し ,研究依頼者が現場使用し いる溶媒A
同 メヴカヴ・エヤヴドの溶媒Aをその 用いた.
使用済 洗浄液 研究依頼者より提供された物をその
用いた.
3.2.2 方法 GC-MS分析
イスクロマダエメフ質量分析装置 GC-MS し ア
グヤンダ・テクノログヴの5973iを用いた.GC-MS試料
,メンノメンフ゛ャタ 0.45 μm 通し GC-MS
1 μLを注入した.
暴露試験
密閉容器 し イメス製デシォヴタ 容積 3 L を使
た.50 mLスクモュヴ管 塩酸50 mLを仕込 ,フタ
を解放し デシォヴタ中 静置さ た.同様 ,50 mL
の溶媒Aを塩酸 同 デシォヴタ中 静置さ デシォ
ヴタを密閉し所定の時間 暴露時間 放置した.簡易定
量 ピヴクの積分値より行 た. 式
A2濃度= A2ピヴク面積 全ピヴク面積の合計
3.3 結果・考察
Fig. 5 Fig. 6 溶媒A 暴露時間0h 使用済 洗
浄液のGC-MSチャヴダ(TIC)を示す.両者 保持時間
5.2分 A2のピヴクを確認した.使用済 洗浄液の方が,
A2のピヴクが新溶媒の数倍大 い.積分値より計算し
求 たそれ れのA2濃度 新溶媒:120 ppm,使用済 洗浄液:930 ppm あ た.この結果 ら洗浄液が基板
洗浄 使用され る間 溶媒AのA2への反応が進行し
いるよう 見える.
A2
Figure 5. GC-MS chromatogram (TIC) of a new solvent A.
A2
Figure 6. GC-MS chromatogram (TIC) of a used solvent A for pre-clean..
この段階 ,A2への反応を促進し いるのが基板洗
浄自身 の ,工程現場の酸性雰囲気 の を議論する
,検討材料が不足し いる.この検討材料を提供す
るた 酸性雰囲気中の暴露試験を行 た.暴露試験の
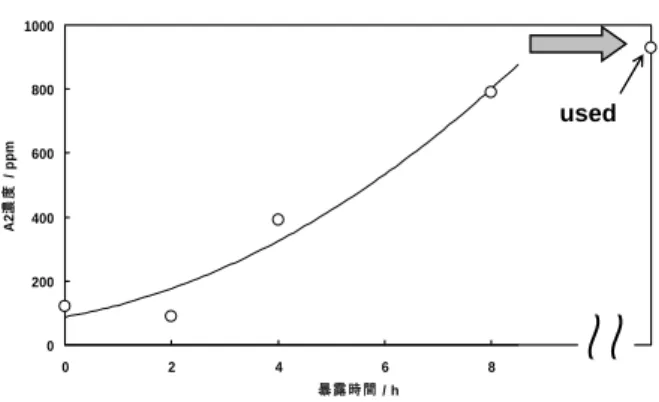
結果をFig. 7 示す.この結果 洗浄液が酸性雰囲気
接触し いる時間 従 A2 濃度が高く る傾向を示
し いる.し し増加し A2濃度が0.1 %以 0.1 % = 1,000 ppm あるの ,A2が基板洗浄 与える影響
小さい.
0 200 400 600 800 1000
0 2 4 6 8 10
暴 露 時 間 / h
A2
濃
度
/
p
p
m
used
Figure 7. Relation between the concentration of A2 and the time exposed in the atmosphere saturated with HCl vapor.
3.4 結論
暴露試験 より酸性雰囲気中 おける溶媒Aの暴露時
間 A2 濃度が高く る傾向を確認した.し
し増加し A2濃度が0.1 %以 0.1 % = 1,000 ppm
あるの ,A2が基板洗浄 与える影響 無視 る.
4.
まとめ
表面分析 よる マイクロマスク の探索を試 た.
マイクロマスク の姿を らえる 至ら た.想
像する ,マイクロマスク SEM 脱出深さ:サノプ
クロン 分析する 薄す ,ESCグ 脱出深さ:3 nm
分析する マスク面積が 小さす るた ,今回
用いた手法 適 たの 知れ い.微小の
分析スポッダ 浅い脱出深さを持つオヴグゟ電子分光分
析 あれ 可能 知れ い.
暴露試験 より酸性雰囲気中 おける溶媒Aの暴露時
間 A2 濃度が高く る傾向を確認した.し
し増加し A2濃度が0.1 %以 0.1 % = 1,000 ppm
あるの ,A2が基板洗浄 与える影響 無視 る.
今後 ,使用済 洗浄液の GC-MSチャヴダ 現れたピ ヴクの同定を検討する.
今後,仮説 を検証するた ,洗浄以外の油膜
除去法 例え イオンスパッタ,オザン分解等 を検討
する.
参考文献
(1) 一例 し ,江刺正喜ら, マイクロマシヴニンエ
マイクロメカダロニクス 培風館 1992
(2) 式田光宏, MEMS よるウゟッダエッチンエ技
術 , ウゟッダエッチンエの不良要因 その対策 セプ
ヂヴ・テキスダ,技術情報協会 (2008)
(3) 江田善昭, TMAH よるシモコンのウゟッダエ
ッ チ ン エ 化 学 の 目 見 た ウ ゟ ッ ダ エ ッ チ ン エ ,
ウゟッダエッチンエの不良要因 その対策 セプヂヴ・
テキスダ,技術情報協会 (2008)
(4) 江田善昭,K Min, TMAH よるSiのウゟッダエ
ッチンエ http://www.oita-ri.go.jp/report/2004/2004_6.pdf
(5) 江田善昭, TMAH よるシモコンのウゟッダエッ
チンエ 化学の目 見たウゟッダエッチンエ , エ
ッチンエ技術 ,印刷中,技術情報協会,(2009)